1.工程概况
某工业园区主导产业为电力、新材料、冶金、机械、纺织工业等,该园区污水处理厂设计总规模1 万m3 /d,一期规模0.5 万m3 /d,远期Kz = 1.58,近期Kz = 1.74。污水处理厂进水标准参考《污水排入城镇下水道水质标准》GJ343-2010,出水标准执行GB18918-2002 中一级B 标准,详见下表。
表1 设计水质以及排放标准
")
")
图1 MSBR 工艺的组成及布置
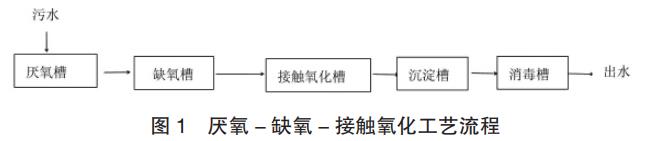
运行过程中,污水首先进入厌氧池,与来自泥水分离池、并经缺氧池Ⅱ反硝化后的混合液混合,使聚磷菌在此充分释磷,然后进入缺氧池Ⅰ继续进行反硝化。反硝化后的混合液进入好氧池,完成有机物去除、硝化和聚磷菌的摄磷等功能,最后混合液进入SBR 池Ⅰ或SBR 池Ⅱ,在此进行最后的处理及泥水分离,并排出澄清出水(如图2 所示) 。除两个SBR 池外,工艺中其余各池均处于恒水位、连续运行的状态,其运行操作方式基本固定。而对SBR 池而言,当其中一个SBR 池作为最后处理工段时,另一个SBR 池则在1.5Q 的回流量(至泥水分离池) 的条件下以硝化、反硝化的模式运行或进行静止预沉淀。运行期间始终进行污泥回流,并首先进入泥水分离池分离浓缩,上清液进入好氧池,浓缩污泥进入缺氧池Ⅱ,进行反硝化,并消耗掉污泥中DO 和硝酸盐,为随后在厌氧池中的释磷过程创造有利条件。
")
图2 MSBR 工艺的运行原理
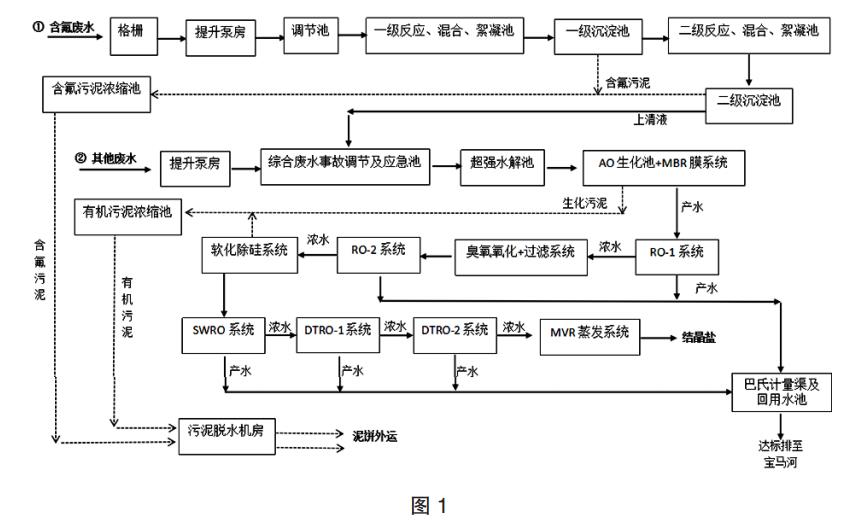
3.工艺流程
园区污水经厂外污水管道自流进入污水处理厂,污水经格栅去除污水中较大的漂浮物通过潜污泵进入调节池调节水质水量,以消除冲击负荷影响、稀释抑制物质,保证后续处理系统的正常运行。出水再通过污水泵提升至反应池,加药搅拌混匀后再进入沉淀池,去除污水中的悬浮物和重金属离子等,出水进入预留的中和池,再自流进入水解酸化池,将大分子物质降解为小分子物质,将难生化降解物质降解为易于被好氧菌降解的物质,提高污水的可生化性。经预处理后的污水自流进入MSBR 池,通过曝气生化处理后,降解大量有机污染物并脱氮除磷。MSBR 池出水自流入消毒池,经紫外线消毒处理后排出厂外。
反应沉淀池产生的化学污泥和MSBR 池产生的剩余活性污泥,排入贮泥池,污泥提升至带式浓缩脱水一体机,脱水后形成的泥饼输送至污泥堆棚,定期外运卫生填埋。
")
图3 污水污泥处理工艺流程图
4.主要构筑物及设备参数
4.1 格栅及提升泵房(合建)
土建工程按1 万m3 /d 规模一次建设,设计流量为658m3 /h(最高时) 。设备按近期配置。
格栅主要作用是拦截污水中较大的悬浮物,以保护提升泵房设备不受损害,并初步去除污水中的悬浮物。进水闸门井平面尺寸2.6m× 1m,内设φ1000mm手动双向铸铁镶铜闸门1 套,便于维修机械格栅等。每组格栅渠平面尺寸6.5m× 0.6m,渠内设B = 0.5m的回转格栅除污机1 套,栅距20mm,过栅流速0.65m/s,安装角度75°,功率0.55kW。格栅渠前后各设0.6m×1m手动插板闸门1 套。栅渣量按1000m3产生0.05m3栅渣计,含水率80%左右,栅渣量为0.5m3 /d。栅渣通过格栅输送至垃圾小车内,外运处置。格栅除污机近期工作一组,交替运行,根据过栅前后水位差或按时间周期自动控制清渣,也可机旁手动控制清渣。
提升泵房平面尺寸8.9m× 4.2m,集水池设于泵房下,平面净尺寸为8.9m× 5.6m。近期设150JYWQ200- 9-11 型潜污泵3 台(Q = 200m3 /h,H = 9m,N =11kW) ,2用1 备。远期增设2 台,4用1 备。泵房内设1 台电动葫芦,起重量1.5t。潜污泵的开停工况及开停台数可、根据集水池的液位进行自动控制。
4.2 调节及事故池(合建)
土建工程一次到位,设备安装工程按近期规模到位。
调节池尺寸20m× 23m × 6.3m(H) ,有效水深5.5m,有效容积2530m3,停留时间6h。池内设5 台潜污提升泵WQ2210-417-100-7.5 (流量115m3 /h,扬程14m,功率7.5kW) ,4 用1 备,近期设3 台,2 用1 备。事故池作用是提供应急缓冲时间,应对运行过程中出现的事故。尺寸9.7m× 23m × 6.3m(H) ,有效水深5.5m,有效容积1250m3,停留时间3h。池内设2 台事故泵WQ2210-422-150-5.5 (流量120m3 /h,扬程10m,功率5.5kW) ,1用1 备。两个水池分别设1 台电动葫芦和2 台潜水搅拌机(转速740r /min,N = 2.2kW) 。
4.3 反应沉淀池(合建)
反应池分3 格,每格尺寸3.25m× 3.25m× 4.5m(H) ,设3 套框式搅拌机,功率分别为1.5kW、0.75kW、0.55kW。
沉淀池采用圆形辐流式,近期实施1 座,设计按平均时流量208.3 m3 /h 设计,并按最高时流量364.5 m3 /h 校核。沉淀池采用中心进水,周边出水,中心筒直径800mm。池内污泥经刮泥机收集至池底中心的集泥井内,由污泥泵排至贮泥池。水面浮渣由浮渣板刮到浮渣斗后排出池外,浮渣经不锈钢滤网分离去除,分离液进入厂区污水管。不锈钢滤网需定期清理。沉淀池内径φ16m,有效水深4m,池底坡度1: 12,表面负荷1.04m3 /m2 h,沉淀时间3.85h。在沉淀池内设半桥式周边传动刮泥机一套,型号ZBG-16,0.37kW,自带钢制工作桥,水上部件材料采用碳钢,水下部分为不锈钢。沉淀池排泥井内设2 台排泥泵100WQ80-13-5.5,流量120m3 /h,扬程10m,功率5.5kW。沉淀池出水进入中和池,属预留池体。中和池分3 格,每格尺寸为3.25m× 3.25m× 4.5m(H) 。
4.4 水解酸化池
其作用为提高污水的可生化性和后续处理构筑物的处理效率。近期实施1 座,单体设计流量208.3 m3 /h,HRT 为6h,表面负荷1m3 /m2·h。池体外形尺寸11m× 20m,有效水深6m。池内安装聚丙烯填料430m3,为使进水分布均匀、防止短流,内设潜水推流器2台,叶轮直径1100mm、转速87r/min、功率2.2kW。
4.5 MSBR 池
近期实施1 座,设计流量208.3m3 /h,远期增加1座。池体平面尺寸40.2m× 19.6m,其中好氧区和两边序批区总高为6.8m,有效水深6 m; 中间厌氧区、缺氧区等总高为8.3m,有效水深7.6m。好氧区平面尺寸17.1m× 19.2m,有效容积1970m3,HRT 为9.5h,序批区分2 区,每区平面尺寸22.7m× 6.2m,合计HRT 为8.1h。厌氧区和缺氧区平面尺寸分别为5.75m× 6m、8.8m× 6m,有效容积分别为262m3、401m3 ,HRT 分别为1.3h、1.9h。
主要设计参数: 总HRT 为20.8h; 污泥龄20d; 混合液平均污泥浓度(MLSS ) 3000mg /L; 污泥负荷0.08kgBOD5 /kgMLSS·d; 剩余污泥量649.54kg /d; 湿污泥量81.2m3 /d; 实际需氧量O2 = 1297kg /d,换算成标准供气量GS = 37.4m3 /min,氧利用率EA = 13%。
近期主要设备: 潜水搅拌机: 预缺氧区设2 台N =0.37kW,厌氧区设置2 台N = 0.75kW,序批区和缺氧区设10 台N = 1.5kW; 3 台潜水回流泵Q = 420m3 /h,H= 1.1m,N = 4kW,交频控制,配起吊装置; 2 台污泥提升泵Q = 150m3 /h,H = 1m,N = 3kW,交频控制,配起吊装置; 2 台剩余污泥泵Q = 50m3 /h,H = 7m,N = 2.2kW,配起吊装置; 2 套空气控制出水堰,设于序批区; 4 套下开式手动调节堰门500 × 700(H) ,配启闭机; 5 套电动阀,N = 0.37kW,设于序批区和好氧区空气管; 2 根撇渣管,配手动启闭机,设于序批区; 384 根管式曝气器其中好氧区240 根,每个序批区各72 根; 3 台DO 仪,0 ~20mg /L; 3 台MLSS 仪,0~ 10g /L。
4.6 紫外线消毒池及巴歇尔计量槽(合建)
紫外线消毒池土建一次到位,设备分两期进行,本期采用24 支320W 紫外灯,安装在1 条消毒明渠中,每条明渠内设有1 个模块组,含2 个紫外灯排架,灯管总功率8kW。紫外灯管与水流方向一致平行排放,且灯管间排列间距均等,以保证均匀的紫外光量、维持稳定的灭菌效果。总平面尺寸10.7m× 4.8m,单池宽1.75m,有效水深1.7m。
巴歇尔计量槽一次到位,平面尺寸9.8m× 1.58m,有效水深0.6m,测量范围0.03 ~ 0.4m3 /s。出水井尺寸3.5m× 2.75m× 3m(H) ,有效水深2.2m,配2 台回用水泵50WQ15-12-1.1(Q = 15m3 /h,H = 12m,N =1.1kW) ,1用1 备,接至回用水点。出水监测站外形尺寸4m× 3 × 3m(H) ,配在线COD 仪、在线氨氮仪、在线pH、温度计、在线总氮仪、在线总磷仪各1 套。
4.7 贮泥池
主要作用是储存污泥,调节剩余污泥量。按远期规模1 万m3 /d 设计,设2 格,每格平面净尺寸为5 ×5m,有效水深3m,有效容积150m3。每格设φ260mm水下搅拌器一台,功率N = 1.5kW。2 格均设溢流管,上清液通过溢流管流入厂区污水管,回到调节池进入处理系统。储存在贮泥池的剩余污泥通过污泥泵提升至污泥浓缩带式脱水一体机进行污泥浓缩脱水。
4.8 污泥浓缩脱水车间与污泥堆棚(合建)
平面尺寸42.6m× 12m,层高7.2m,土建一次到位,设备分两期进行。近期污泥产量为1325kg干泥/d,脱水前污泥量为114m3 /d,脱水后污泥含水率小于80%,每天大约产泥饼6.6t。其中反应沉淀池产泥量为675kg /d,含水率98%,污泥体积34m3 /d; MSBR 剩余污泥量为650kg /d,含水率99.2%,污泥体积81m3 /d。
车间设1m带宽的带式浓缩脱水一体机DNY -1000 型2 套(B = 1000mm,Q = 9-15m3 /h,N = 1.85kW) ,1用1 备,每天工作8h,配套设备: 污泥进料螺杆泵2 台(Q = 3-12m3 /h,H = 20m,N = 5.5kW) ; 加药装置1 套(Q = 1340L/h,N = 1.7kW) ; 加药螺杆泵2 套(Q = 0.2-1m3 /h,H = 20m,N = 0.75kW) ; 空压机2 套(Q = 0.36m3 /min,P = 0.7MPa,N = 3kW) 。
脱水后的泥饼通过螺旋输送机输送至污泥堆棚暂存,设0o 无轴螺旋输送机1 台(LS-320 型,Q = 2 -4m3 /h,L = 8.5m,N = 1.1kW) ; 25o 无轴螺旋输送机1台(LS-320 型,Q = 2-4m3 /h,L = 7m,N = 1.5kW) 。设3T 电动葫芦1 台,CD1型,N = 4.5 + 0.4kW。污泥浓缩脱水过程中需投加PAM,投加量0.22%。脱水后污泥含水率小于80%。车间设轴流通风机5 台,N = 0.18kW。
4.9 综合车间
土建按远期设计,平面尺寸34m× 18m,总建筑面积612m2,一层。综合车间含鼓风机房、变配电间、加药间、仓库和机修间等,平面尺寸分别为18m× 10m,18m× 8m, 16m × 10m,8m× 8m,8m× 8m。
主要设备如下: 鼓风机(Q = 18.85m3 /min,H =7000mmH2O,N = 45kW) 3 台,2用1 备,远期增加3 台,4 用2 备; 电动葫芦1 套,起吊重量: T = 2t,N = 3kW。加药泵(Q = 6m3 /h,H = 13m,N = 0.75kW) 6 台,3 用3备; 搅拌机6 台,N = 1.1kW; 碱计量泵2 台,Q = 500L/h,H = 7bar,N = 0.37kW; 碱搅拌器2 台,N = 0.37kW,100RPM; 酸搅拌器2 台,N = 0.37kW,100RPM; 酸计量泵2 台,Q = 500L/h,H = 7bar,N = 0.37kW; 氧化钙料仓1 套,V = 3m3。轴流风机8 台,N = 0.37kW。
4.10 辅助用房
按照《城镇污水厂附属建筑和附属设备设计标准》CJJ31-89 要求配置辅助用房。综合楼(含行政办公、生产管理、化验室、浴室等) : 总建筑面积715m2,二层;食堂: 总建筑面积11m2,一层; 门卫: 总建筑面积32.7m2,一层。.
5.运行效果及经济分析
5.1 运行成本
按一期处理污水0.5 万m3 /d 计,混凝剂每年消耗54.75 吨,单价1800 元/吨。絮凝剂每年消耗9.125吨,单价为40000 元/吨; 处理每吨污水电耗为0.55kW·h,电价为0.689 元/kW·h; 污水处理厂每天耗自来水16m3,水价为2.8 元/m3 ; 污泥产出量每天6.6t,清运、填埋单价为15 元/t; 工资按15 人,人均2.5 万元/年计算; 年修理费约85.4 万元,年折旧费约195.65 万元。单位污水处理成本为2.41 元/m3。
5.2 出水水质
废水处理随机监测结果见表2。
表2 出水水质监测结果
")
6.结语
MSBR 工艺具有占地面积少,自动化程度高,运行成本低,适应水质变化能力强等优点,适用于进水水质符合《污水排入城镇下水道水质标准》GJ343-2010 的中、小型工业园区污水处理厂,处理效果较好。
Copyright © 2002-2025 武汉容洁化工有限公司 版权所有 备案号:鄂ICP备2021013727号-1
13247187750